陶瓷砂輪制作工藝�����,多懂點(diǎn)總沒(méi)錯(cuò)���!
發(fā)表時(shí)間:2017/8/9 9:54:07
![]()
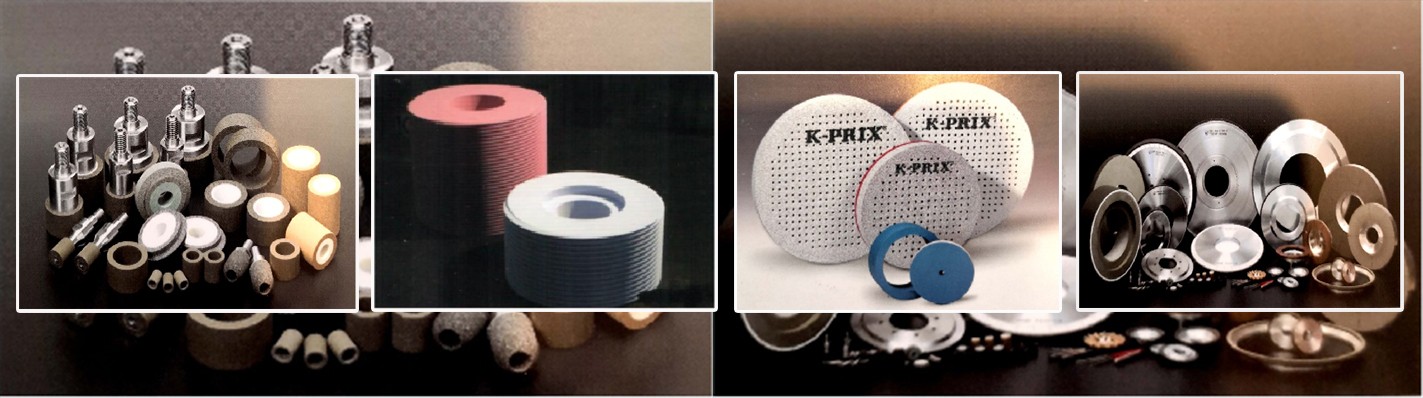
砂輪是磨料磨具行業(yè)的重要部分��,磨料模具行業(yè)在機(jī)械生產(chǎn)中的地位越來(lái)越重����,砂輪有著不可或缺的作用。隨著科學(xué)技術(shù)的發(fā)展����,新型材料不斷增長(zhǎng),機(jī)械加工向高質(zhì)量�����、高精度��、高效率�����、自動(dòng)化方向的不斷發(fā)展���,陶瓷結(jié)合劑金剛石砂輪的應(yīng)用范圍越來(lái)越廣,用量不斷增加��。
“陶瓷結(jié)合劑金剛石砂輪有高強(qiáng)度�����,耐熱性能好,切削鋒利�����,磨削效率高���,磨削過(guò)程中不易發(fā)熱和堵塞��,熱膨脹量小����,易控制加工精度。同樹(shù)脂結(jié)合劑金剛石砂輪相比,它解決了樹(shù)脂金剛石砂輪的低壽命����,磨削效率低����,磨具本身在磨削過(guò)程中易變形的問(wèn)題�����。”
一�、磨料介紹
1、磨料及其選用
磨料是制造砂輪的主要原料���,用金剛石作磨料硬度高�����、抗壓強(qiáng)度高��、耐磨性好�����,使金剛石磨具在磨削加工中成為磨削硬脆材料及硬質(zhì)合金的理想工具,不但效率高���、精度高��,而且粗糙度好�、磨具消耗少��、使用壽命長(zhǎng)����,同時(shí)還可改善勞動(dòng)條件�。廣泛用于普通磨具難于加工的低鐵含量的金屬及非金屬硬脆材料�����,如硬質(zhì)合金���、高鋁瓷�、光學(xué)玻璃�、瑪瑙寶石、半導(dǎo)體材料����、石材等。
2���、粒度及其選擇
粒度指磨料顆料的大小���。粒度分磨粒與微粉兩組。磨粒用篩選法分類�����,它的粒度號(hào)以篩網(wǎng)上一英寸長(zhǎng)度內(nèi)的孔眼數(shù)來(lái)表示。磨料粒度的選擇��,主要與加工表面粗糙度和生產(chǎn)率有關(guān)�����。粗磨時(shí)�����,磨削余量大����,要求的表面粗糙度值較大,應(yīng)選用較粗的磨粒����。因?yàn)槟チ4?�、氣孔大�����,磨削深度可較大��,砂輪不易堵塞和發(fā)熱。精磨時(shí)����,余量較小,要求粗糙度值較低���,可選取較細(xì)磨粒����。一般來(lái)說(shuō)��,磨粒愈細(xì)���,磨削表面粗糙度愈好���。
3、結(jié)合劑及其選擇
砂輪中用以粘結(jié)磨料的物質(zhì)稱結(jié)合劑��。砂輪的強(qiáng)度����、抗沖擊性、耐熱性及抗腐蝕能力主要決定于結(jié)合劑的性能。陶瓷結(jié)合劑耐水�、耐油、耐酸�����、耐堿的腐蝕���,能保持正確的幾何形狀���。氣孔率大,磨削率高�,強(qiáng)度較大,這種結(jié)合劑應(yīng)用最廣�,能制成各種磨具陶瓷結(jié)合劑金剛石砂輪磨削時(shí),陶瓷結(jié)合劑金剛石砂輪在陶瓷等一些特殊材料的磨削加工中���,具有越來(lái)越明顯的優(yōu)勢(shì)���,被認(rèn)為是高速、高效����、高精、低磨削成本���、低環(huán)境污染的高性能砂輪�。
二����、加工砂輪
1、配料與混料
磨料的配制根據(jù)配料手冊(cè)進(jìn)行計(jì)算�,一種砂輪所需要的磨料,結(jié)合劑���,糊精粉����,水玻璃���,或者成孔材料都可以計(jì)算出來(lái)�。例如我們做 350*40*127 的砂輪�����,即外徑 350mm�,內(nèi)孔127mm,厚度 40mm。磨料 WA(白剛玉)�����,粒度 F46, 硬度 K�����,組織號(hào) 6���,結(jié)合劑:有���,最高工作線速度 40m/s,片數(shù):10�。成型尺寸 353*43*128,做這個(gè)砂輪前先算出砂輪單重���,根據(jù)公式可以算出砂輪的單重 7.9kg��,算出總重��,根據(jù)配料手冊(cè)可以算出所需磨料 WA46#:37.6kg����,結(jié)合劑 B2:3.572kg,糊精粉:0.564kg�����,1.4 比重的水玻璃:1.354kg�,混 2 鍋料即可�����。然后從倉(cāng)庫(kù)中稱出所需的各種磨料�,配好等待混料?���;炝霞词菍⑴浜玫牧习错樞蛞来蔚谷牖炝蠙C(jī)內(nèi)混均勻的過(guò)程。
2���、成型
砂輪的成型主要是通過(guò)模套成型然后在液壓機(jī)上壓制�����。成型前��,也應(yīng)篩一遍磨料��,然后稱出成型砂輪所需的磨料的重量�,倒入液壓機(jī)成型部分,然后攪料盡量均勻�,用刮板刮平,放入模板����,模板上再壓上摸套,推入液壓機(jī)液壓部分��,啟動(dòng)液壓機(jī)�����,可以設(shè)定一定的壓力�����,液壓機(jī)加壓到設(shè)定壓力便會(huì)停止��,然后卸壓�,頂出成型砂輪。測(cè)量砂輪厚度是否在循序誤差范圍內(nèi)����,然后放到砂輪架上�����。
三�����、烘干、燒制
1����、烘干
砂輪做完后,放在砂輪架上��,推入烘干窯進(jìn)行烘干�����,目前是用電爐絲加熱��,溫度到 90 攝氏度保溫 12 小時(shí)�,然后自然降溫,即可�����。以后批量生產(chǎn),可以通過(guò)利用燒制砂輪窯爐排除的熱能進(jìn)行烘干��。一般來(lái)說(shuō)直徑 150mm 以下的砂輪在陽(yáng)光下曬即可達(dá)到烘烘干目的�����,直徑 200mm 以上的砂輪�,特別是 500mm、600mm 大砂輪在烘干窯內(nèi)進(jìn)行烘干�,否則在燒制的時(shí)候會(huì)出現(xiàn)裂紋,影響砂輪質(zhì)量��。
2��、燒制
燒制砂輪所使用的窯爐是間歇式自控窯爐����,可以在控制器那里設(shè)置升溫曲線,然后窯內(nèi)溫度隨著設(shè)定好的升溫曲線上升或者下降���,全過(guò)程自動(dòng)控制���,溫度均勻,升溫快����,燒成質(zhì)量高���。
四、加工
用普通車床可以加工砂輪的表面�����,內(nèi)孔和外圓�����。異型砂輪機(jī)床可實(shí)現(xiàn)車��、磨��、鉆孔等多工序的自動(dòng)工作循環(huán)�,按預(yù)置程序精確����、高效地完成砂輪的外圓、斷面���、內(nèi)徑����、孔的車削、磨削��,適用于平行��、杯���、碗���、碟、蝸桿及各種異型砂輪的加工���。適用砂輪生產(chǎn)的專業(yè)設(shè)計(jì)���,刀架穩(wěn)定、定位準(zhǔn)確�����,加工精度高�。主軸變頻調(diào)速,轉(zhuǎn)速漸進(jìn),加工砂輪無(wú)表面劃痕�����,降低廢品率�。
自動(dòng)化程序控制,完成手動(dòng)無(wú)法完成的動(dòng)作�,操作方法簡(jiǎn)單,節(jié)省人力���。加工砂輪內(nèi)孔涂孔機(jī)�,包括定心油缸��、擠壓油缸���、貯存筒、連接管�、芯棒、設(shè)有中孔的卡盤(pán)和托板���,將砂輪支撐在托板上��,通過(guò)擠壓油缸將貯存筒內(nèi)的涂料向芯棒擠送���,在定心油缸的作用下�����,使芯棒在砂輪內(nèi)孔中上下往復(fù)涂膏���。不同內(nèi)孔的砂輪有不同的芯棒進(jìn)行涂孔,用完后要密封保存芯棒�����,防止芯棒內(nèi)涂孔材料硬化�����,堵死涂料孔����,一般將芯棒浸泡在柴油中,未用完的涂孔材料直接加水覆蓋材料即可�,不與空氣接觸。
五�、產(chǎn)品的檢測(cè)
砂輪的硬度主要通過(guò)砂輪噴砂硬度機(jī)來(lái)檢測(cè),該機(jī)器是借助于具有一定壓力的壓縮空氣�,把一定容積的石英砂粒噴射到砂輪的表面上�,將被測(cè)砂輪打出小坑���,以此小坑深度來(lái)測(cè)定被測(cè)砂輪的硬度�����,硬度高的則小坑淺��,硬度低的則小坑深���,打出的小坑有具體數(shù)值。例如前面例子中的 350*40*127 的砂輪���,直徑 350mm 的砂輪���,硬度 K,粒度 46��,通過(guò)查看機(jī)器上的表可以知道其硬度的標(biāo)準(zhǔn)值是 2.34-1.80���,允差值 2.61-1.57,打出的數(shù)值在此范圍內(nèi)則硬度合格���,不在則不合格�����。
技術(shù)(重慶)有限公司")




 渝公網(wǎng)安備 50011202503339號(hào)
渝公網(wǎng)安備 50011202503339號(hào)